Scule de debavurat / deburring pentru mașini de ștanțat TRUMPF


Sculele de debavurat WILSON TOOL pentru mașini de ștanțat Trumpf® permit debavurarea precisă a muchiilor ștantate – pe linii drepte sau curbe – direct pe mașina de ștanțat (în aceeași prindere).
Beneficiile utilizării sculelor de debavurare pentru masini Trumpf® produse de partenerul nostru Wilson Tool :
• Debavurare direct pe mașina de ștanțat CNC pentru a elimina o operație secundară scumpă dupa ce piesa iese de pe mașină
• O singură sculă se utilizează pentru debavurare pe linii drepte sau curbe, inclusiv unghiuri ascuțite și raze foarte mici (muchiile găurilor cu diametru mic de exemplu)
• Poate fi utilizată la viteză mare pentru reducerea timpului total de fabricație
• Poate fi utilizată la piesele fixate cu puntițe în schelet
• Presiunea în ansamblul cu bila de debavurat poate fi reglată fără demontarea sculei , scula Wilson Tool de debavurat este unică prin acest mecanism de reglare, permițând calitați foarte bune prin reglarea presiunii funcție de material
• Bavura este eliminată prin apăsare cu presiune cu bila sculei și crearea unei foarte mici teșituri pe muchie pentru a elimina bavura și muchia tăietoare a piesei
• Se poate utiliza în grosimi de material de la 0.8 la 5.0 mm (optim însă între 0.8 si 3.0 mm)
Sculele de debavurat pot fi folosite pe mașini de ștanțat Trumpf® din seriile TruPunch TC1000R, 3000R, 5000R, Trumatic 6000L, Trumatic 7000 etc
Sculele pe mașinile de ștanțat Trumpf® se definesc ca scule tip 33 (tool type 33) – se va verifica daca masina poate folosi scule tip 33.
Un film de prezentare mai jos:
Câteva detalii tehnice și instructiuni folosire pentru scula debavurare
-
Acest tip de sculă este proiectat pentru mașinile Trumpf TC1000 (inclusiv 1000 Fiber), TC2020, TC3000, TC5000, TC6000 și TC7000.
-
Pentru viteză și productivitate maxime, utilizați Tipul de sculă 33 (Type 33), deoarece acesta nu necesită rotație pe axa C. Dacă nu este disponibil, va trebui să consultați reprezentantul local Trumpf.
-
Poate fi utilizat și Tipul de sculă 30, dar acesta poate fi considerabil mai lent.
Date setări mașină
- Tool Type = 33 (or 30)
- Tool Length = 38
- Stripper Type = No Stripper
- Optimum Forming Height or VU Value = -1
Ram Correction in PTT Table
- Working Position, TDC or UDP = 0
- Plunge Position, BDC or LDP = 0
Operating Specifications
| Optimal material thickness range | 0.8 mm – 3 mm |
| Minimum material thickness | 0.8 mm – de-burring materials thinner than 0.8 mm may be possible with appropriate programming |
| Maximum material thickness | 5mm – anything beyond 5mm may not achieve desired results |
| Minimum hole size | Ø3 mm |
| Minimum slot width | 2 mm |
| Maximum table speed | 100% – a slower speed may be necessary depending on your application |
Notă: Este important să se utilizeze jocul corect al matriței pentru a minimiza formarea bavurilor.
Setare și Operare
Există trei factori critici de luat în considerare în timpul setării și operării sculei Wilson De-burring Tool:
-
Presiunea bilei
-
Înălțimea matriței
-
Programarea
1. Presiunea bilei
-
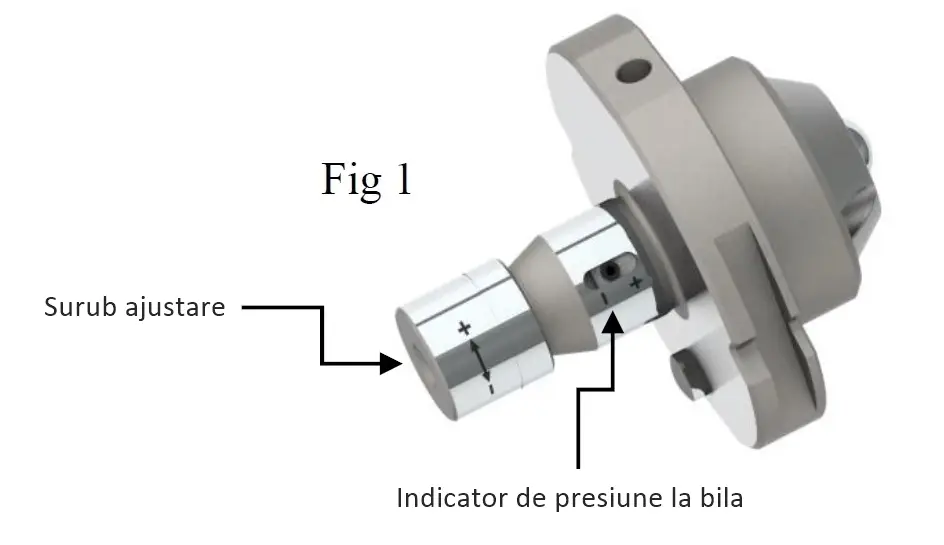
Ca ghid, urmați tabelul de mai jos și reglați presiunea bilei introducând o cheie imbus de 5 mm în orificiul din partea din spate a sculei și rotiți în sens orar pentru a reduce presiunea sau în sens antiorar pentru a crește presiunea (Fig. 1).
Atenție: Această sculă este proiectată pentru a debavura marginea unei table ștanțate, nu pentru a forma o teșitură (chamfer). Coborârea excesivă a berbecului pentru a aplica o teșitură va reduce durata de viață a unităților cu bilă și poate duce la deteriorarea sculei.
| Tip material | Indicator presiune | Ajustare fină |
| Aluminiu si alte materiale moi | Către – | Utilizati surubul de ajustare |
| Otel normal (mild steel) | Pe mijloc | Utilizati surubul de ajustare |
| Inox si alte materiale dure | Către + | Utilizati surubul de ajustare |
2. Înălțimea matriței
-
Înălțimea ansamblului inferior pentru această sculă este cu 0,5 mm mai mică (19,5 mm) decât o matriță standard (20 mm), pentru a reduce riscul ca bila să lase urme pe partea inferioară a piesei.
-
Pentru table cu grosimi mai mari de 1,5 mm, poate fi necesar să ridicați matrița folosind șaibele furnizate, pentru a permite bilei inferioare să facă contact cu partea de jos a piesei fără a o deforma.
Atenție: Dacă înălțimea matriței este mărită, trebuie să reduceți cursa berbecului cu aceeași valoare.
3. Programare
-
Această sculă trebuie operată în mod scribe (scribing tool) sau mod wheel.
-
Programați lungimea cursei berbecului în funcție de materialul care urmează a fi debavurat.
-
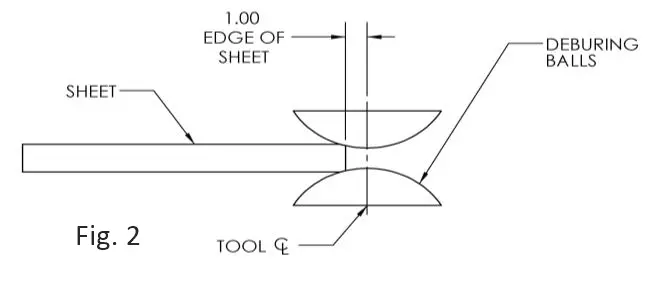
Programați traiectoria sculei. Pentru materiale din intervalul optim de 0,8 mm până la 3 mm, un offset de 1 mm față de marginea debavurată este adecvat (Fig. 2). Pentru materiale mai groase poate fi necesar reducerea acestui offset.
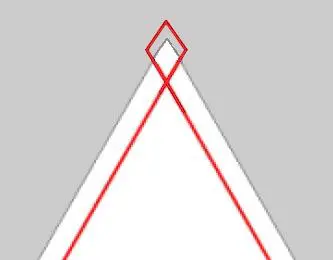
Unghiuri ascuțite
La debavurarea colțurilor cu unghiuri mai mici de 90°, programați scula astfel încât să înconjoare colțul, având centrul sculei pe marginea tăieturii (Fig. 3).
Micro-joint-uri (puntițe)
-
Este posibil să rulați scula peste micro-joint-uri / tag-uri.
-
Pentru materiale subțiri, cu grosime mai mică de 1,5 mm, poate fi necesar să măriți lățimea micro-joint-ului astfel încât acesta să nu se rupă. Dimensiunea depinde de aplicație, dar ca regulă generală, o creștere până la 30% din grosimea materialului ar trebui să fie suficientă.
Sfaturi de programare
-
Dacă este posibil, utilizați scula în direcția dinspre clemele masinii spre exterior. Aveți grijă să nu intrați în coliziune cu clemele mașinii.
-
Programați lățimea sculei la 2 mm – acest lucru va face mai ușoară decalarea traiectoriei sculei.
-
Perforați mai întâi, apoi debavurați zonele interne.
-
Scula poate fi pornită din orice punct al marginii piesei care urmează a fi debavurată.
-
Reduceți viteza de avans atunci când debavurați arce mici.

Sculele de debavurare sunt disponibile de asemeni si ca scule thick turret.